BOSM -6010 Opposition-Head Boring Milling Machine


1. Kugwiritsa ntchito makina:
BOSM- 6000 * 1000 fixed-mtengo CNC gantry double-column mutu-to-head wotopetsa ndi mphero makina ndi chida chapadera makina pokonza excavator mikono/ndodo. Pilo, akhoza kuzindikira mofulumira processing wa workpiece, workpiece akhoza mokhomerera, milled, ndi wotopetsa mkati ogwira sitiroko osiyanasiyana, workpiece akhoza kukonzedwa m'malo nthawi imodzi (palibe chifukwa chachiwiri clamping), ndi Kutsegula ndi Kutsitsa liwiro. ndi kudya, liwiro udindo ndi kudya, ndi kulondola processing ndi mkulu. Mkulu, mkulu processing dzuwa.
2.Kapangidwe ka makinaMawonekedwe:
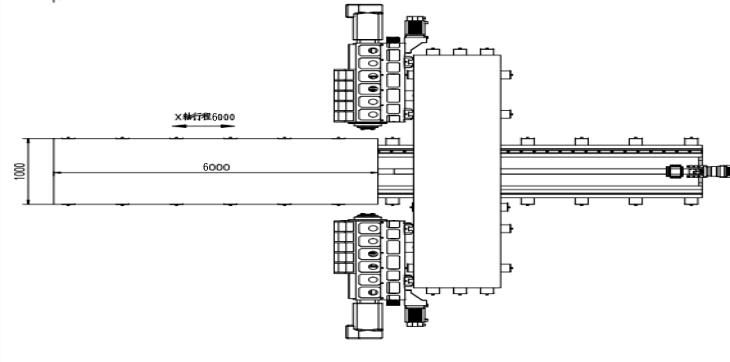
Zigawo zazikulu za chida makina: bedi, workbench, kumanzere ndi kumanja mizati, matabwa, gantry kulumikiza matabwa, zishalo, nkhosa zamphongo, etc. dzenje lamchenga → kugwedera kukalamba → chithandizo cha kutentha Kutentha kwa ng'anjo → kugwedera kukalamba → kukonza movutikira → kugwedera kukalamba → kutentha kwa ng’anjo → kugwedera kukalamba → kutsirizitsa, kuthetseratu kupsyinjika koipa kwa ziwalozo, ndi kusunga magwiridwe antchito a ziwalozo. Bedi lokhazikika, mizati yakumanzere ndi yakumanja, gantry, ndi kusuntha kwa benchi; Lili ndi ntchito za mphero, wotopetsa, kubowola, kuwerengera, kugogoda, ndi zina zotero. Njira yoziziritsira chida ndi kuzirala kwakunja . Chida cha makina chimakhala ndi nkhwangwa 5 zodyetsa, zomwe zimatha kuzindikira kulumikizana kwa 4-axis ndi 5-axis single-action. Pali 2 mitu yamphamvu. Mzere wa chida cha makina ndi mutu wa mphamvu zikuwonetsedwa mu chithunzi pansipa.


2.1Waukulu dongosolo la axial kufala chakudya gawo
2.1.1. X-axis:The worktable reciprocates laterally motsatira njanji yowongolera ya bedi lokhazikika.
X 1- axis drive: AC servo motor kuphatikiza chotsitsa chapamwamba kwambiri cha mapulaneti chimayendetsedwa ndi wononga mpira kuyendetsa kayendedwe ka benchi kuti izindikire kuyenda kwa mzere wa X-axis
Mawonekedwe a njanji yowongolera: ikani njanji ziwiri zolondola kwambiri zolondola kwambiri.
2.1.2 Z1 olamulira:Mutu wamphamvu ndi chishalo zimayikidwa molunjika kumbali yakutsogolo kwa chigawocho, ndikubweza mmwamba ndi pansi motsatira njanji yowongolera.
Z1-axis transmission: AC servo motor ndi synchronous wheel amagwiritsidwa ntchito kuyendetsa wononga mpira kuyendetsa chishalo kuti azindikire kuyenda kwa mzere wa Z-axis
2.1.3 Z2 olamulira:Mutu wamphamvu ndi chishalo zimayikidwa molunjika kumbali yakutsogolo kwa chigawocho, ndikubweza mmwamba ndi pansi motsatira njanji yowongolera.
Z2-axis transmission: AC servo motor ndi synchronous wheel amagwiritsidwa ntchito kuyendetsa wononga mpira kuyendetsa chishalo kuti azindikire kuyenda kwa mzere wa Z-axis.
2.1.4 Y1 mbali:Chishalo chamutu champhamvu chimayikidwa molunjika kutsogolo kwa gawo lakumanja, ndipo chimabwereranso kumanzere ndi kumanja motsatira njanji yowongolera.
Kutumiza kwa Y1-axis: AC servo motor kuphatikiza chotsitsa chapamwamba kwambiri cha mapulaneti chimagwiritsidwa ntchito kuyendetsa nkhosa yamphongo kuti idutse pa screw screw kuti izindikire kusuntha kwa mzere wa Y1- axis.
2.1.5 Y2 mbali:Chishalo chamutu champhamvu chimayikidwa molunjika kutsogolo kwa gawo lakumanja, ndipo chimabwereranso kumanzere ndi kumanja motsatira njanji yowongolera.
Kutumiza kwa Y2-axis: AC servo motor kuphatikiza chotsitsa chapamwamba kwambiri cha mapulaneti chimagwiritsidwa ntchito kuyendetsa nkhosa yamphongo kuti idutse pa screw screw kuti izindikire kuyenda kwa mzere wa Y2- axis.
2.2 Mayendedwe osuntha a pobowola ndi mphero yamphamvu (kuphatikiza mutu wamagetsi 1 ndi 2) amatsogozedwa ndi 4 liniya wodzigudubuza awiriawiri njanji, ndi galimoto utenga AC servo galimoto kuyendetsa lamba synchronous (i=2) ndi mwatsatanetsatane mpira. screw pair kufala. Mutu wamphamvu umatenga servo The motor imachepetsedwa ndi lamba wolumikizana ndi gudumu lolumikizana, motsogozedwa ndi njanji yolondola kwambiri, ndikuyendetsa wononga mpira woyima kuti uzungulira kuti uzindikire kusuntha kwa mutu wamphamvu. Ilinso ndi nitrogen balance bar kuti muchepetse mutu-to-screw ndi servo motor. Galimoto ya Z-axis ili ndi ntchito yoboola yokha. Kukanika mphamvu, mabuleki odziwikiratu amasunga shaft yamotoyo mwamphamvu kuti isazungulire. Pogwira ntchito, chobowolacho sichikhudza chogwirira ntchito, chidzadya mofulumira; pamene kubowola pang'ono kukhudza workpiece, izo basi kusinthana ntchito chakudya. Pamene kubowola pang'ono likulowerera workpiece, izo basi kusinthana kudya rewind; pamene mapeto a kubowola pang'ono kusiya workpiece ndi kufika malo anapereka, worktable adzasamukira ku dzenje lotsatira udindo kuzindikira kufalitsidwa basi. Mutu wa mphamvu umatenga kuphatikiza kwa waya ndi njanji yolimba, zomwe sizimangotsimikizira kuthamanga kwa zida, komanso kumawonjezera kwambiri kulimba kwa zida . Ndipo imatha kuzindikira ntchito za kubowola mabowo akhungu, mphero, chamfering, chip breaking, automatic chip kuchotsa, etc., zomwe zimathandizira zokolola zantchito.

(mutu wamagetsi wakumanzere)
2.3. Kuchotsa chip ndi kuziziritsa
Pali ma spiral and flat chain chip conveyors omwe amaikidwa mbali zonse pansi pa benchi yogwirira ntchito, ndipo tchipisi titha kutulutsidwa ku chotengera cha chip pamapeto pake kudzera mu magawo awiri a ma spiral ndi ma chain plates kuti akwaniritse chitukuko chotukuka. Muli mpope wozizirirapo mu thanki yozizirira ya chotengera cha chip, yomwe ingagwiritsidwe ntchito poziziritsa kunja kwa chidacho kuwonetsetsa kuti pobowola ndi moyo wautumiki wa pobowola, ndipo choziziriracho chikhoza kubwezeretsedwanso.
3. Dongosolo lathunthu lowongolera manambala a digito:
3.1. Ndi chip breaking function, chip breaking time ndi chip breaking cycle zitha kukhazikitsidwa pamakina amunthu.
3.2. Ndi ntchito yokweza chida, kutalika kwa chida kumatha kukhazikitsidwa pamawonekedwe a makina amunthu. Kubowola kukafika pamtunda uwu, chobowolacho chimakwezedwa mwachangu pamwamba pa chogwiriracho, ndiyeno tchipisi chimatayidwa, kenako chimatumizidwa kumalo obowola ndikusinthidwa kuti chigwire ntchito.
3.3. Bokosi lapakati loyang'anira ntchito ndi gawo logwirizira m'manja limatenga makina owongolera manambala ndipo ali ndi mawonekedwe a USB ndi chiwonetsero cha LCD chamadzimadzi. Pofuna kuwongolera mapulogalamu, kusungirako, kuwonetsera ndi kulankhulana, mawonekedwe ogwiritsira ntchito ali ndi ntchito monga kukambirana ndi makina a munthu, kubwezera zolakwika, ndi alamu yokha.
3.4. Zidazi zimakhala ndi ntchito yowoneratu ndikuwunikanso malo a dzenje musanayambe kukonza, ndipo ntchitoyi ndi yabwino kwambiri.
3.5. Makina opaka mafuta
Zida zamakina zowongolera njanji zotsogola, zomata bwino za mpira ndi zina zoyenda zolondola kwambiri zili ndi makina okometsera okha. Pampu yodzitchinjiriza yokha imatulutsa mafuta othamanga, ndipo chipinda chamafuta opangira mafuta ochulukirapo chimalowa mumafuta. Chipinda chamafuta chikadzadza ndi mafuta, pamene kupanikizika kwa dongosolo kumakwera kufika ku 1.4-1.75Mpa, kusinthana kwachitsulo mu dongosolo kumatsekedwa, mpope umayima, ndipo valve yotsitsa imatsitsa nthawi yomweyo. Kuthamanga kwamafuta mumsewu kutsika pansi pa 0.2Mpa, mafuta ochulukirapo amayamba kudzaza malo opaka mafuta ndikumaliza kudzaza mafuta amodzi. Chifukwa cha kupezeka kwamafuta olondola a jekeseni wamafuta ochulukirachulukira komanso kuzindikira kupanikizika kwadongosolo, mafutawo ndi odalirika, kuwonetsetsa kuti pagulu lililonse la kinematic pali filimu yamafuta, kuchepetsa mikangano ndi kuvala, ndikuletsa kuwonongeka. kapangidwe ka mkati chifukwa cha kutentha kwambiri. , kuonetsetsa kulondola ndi moyo wa makina chida. Poyerekeza ndi njanji yolowera njanji yotsetsereka, njanji yolowera yomwe imagwiritsidwa ntchito pamakinawa ili ndi zabwino zingapo:
①Kukhudzidwa kwamayendedwe ndikwambiri, kugundana kwa njanji yowongolera ndi yaying'ono, 0.0025 ~ 0.01 yokha, ndipo mphamvu yoyendetsa imachepetsedwa kwambiri, yomwe ikungofanana ndi 1/10 yamakina wamba.
② Kusiyana pakati pa kukangana kosunthika ndi kocheperako ndikochepa kwambiri, ndipo kutsata kotsatira ndikwabwino kwambiri, ndiye kuti, nthawi yapakati pakati pa siginecha yoyendetsa ndi kachitidwe ka makina ndi yayifupi kwambiri, yomwe imathandizira kuwongolera liwiro komanso kukhudzika kwa dongosolo lowongolera manambala.
③Ndioyenera kuyenda mothamanga kwambiri, ndipo liwiro lake pompopompo limakwera pafupifupi ka 10 kuposa la njanji zotsetsereka.
④ Imatha kuzindikira kusuntha kopanda malire ndikuwongolera kusasunthika kwamakina.
⑤Zopangidwa ndi akatswiri opanga, zimakhala zolondola kwambiri, zosinthika bwino komanso zosavuta kukonza.

4. Malo ogwiritsira ntchito makina:
Mphamvu: magawo atatu AC380V ± 10%, 50Hz ± 1 Kutentha kozungulira: 0 ° ~ 45 °

5. Yaikuluukadaulo magawo:
| Chitsanzo | Mtengo wa BOSM6010 | |
| Zolemba malire processing workpiece kukula | Utali × m'lifupi × kutalika (mm) | 6000×1000×1500 |
| Gantry maximum feed | M'lifupi (mm) | 1300 |
| saizi ya desiki yogwira ntchito | Utali X M'lifupi (mm) | 6000*1000 |
|
Yopingasa nkhosa yamphongo pobowola mutu mphamvu mutu mmodzi awiri
| Kuchuluka (2) | 2 |
| Spindle taper | Mtengo wa BT50 | |
| Kubowola m'mimba mwake (mm) | Φ2-Φ60 | |
| Kutalika kwapakati (mm) | M3-M30 | |
| Liwiro la spindle (r/min) | 30-6000 | |
| Servo spindle motor power (kw) | 37 | |
| Mtunda wamphuno imodzi kuchokera pa tebulo (mm) | 150-650 | |
| Mtunda wapakati wa mphuno ziwiri za spindle (mm) | 300-1300 | |
| Kugunda kumanzere ndi kumanja kwa nkhosa yamphongo imodzi (mm) | 500 | |
| Mtunda pakati pa pakati pa nkhosa yamphongo ndi ndege ya tebulo (mm) | 200-1700 | |
| Kugunda mmwamba ndi pansi kwa nkhosa yamphongo (mm) | 1500 | |
| Kubwerezabwereza | 300mm * 300mm | ± 0.02 |
| Makulidwe a Chida cha Makina | Utali × m'lifupi × kutalika (mm) | malinga ndi zojambula |
| Kulemera kwakukulu (t) | (pafupifupi.) 36 | |
Zomwe zili pamwambazi ndizoyambira zoyambira. M'mapangidwe enieni, pakhoza kukhala kusintha malinga ndi zofunikira zogwirira ntchito za workpiece ndi zofunikira za mapangidwe a chida cha makina, kuti mukwaniritse zofunikira za magawo a kampani yanu.